



Vysokotlaké chlazení
Prodloužení trvanlivosti řezných nástrojů, zvýšení řezné rychlosti minimálně o 30 %, zkrácení trvání pracovního cyklu až na polovinu, snížení nebezpečí poškození obrobené plochy nebo řezné hrany, vysoce přesné zacílení proudu chladicí kapaliny, kontrola utváření a odvodu třísek – to je jen několik položek z dlouhého seznamu výhod, které s sebou přináší aplikace jednotek ChipBLASTER (odkaz na: www.chipblaster.eu) pro vysokotlaké a velkoobjemové chlazení na moderní obráběcí stroje.
Vysokotlaké chlazení šetří nástroje a zvyšuje produktivitu
Stále více firem si uvědomuje výhody vysokotlakého chlazení středem nástroje. Přesně fokusovaná chladicí kapalina Vám při obrábění zajistí kontrolu nad teplotou v místě řezu a také kotrolu nad odvodem třísek z místa řezu. Vysoký tlak láme třísku mnohem lépe a také odvádí špony z místa řezu, tím nedochazí k jejich znovuobrábění a poškození nástroje, obrobku a potažmo i stroje.
Výhody vysokotlakého chlazení jsou nejvíce patrné při vrtání hlubokých děr. Některé aplikace jsou dnes bez středového chlazení nepředstavitelné. Vysoký tlak umožní mnohem vyšší řezné rychlosti a výrazně prodlouží životnost nástrojů. Například u monolitních karbidových vrtáků se může životnost prodloužit až 10krát.
Pokud Vašim cílem není šetřit nástroje, můžete za pomoci vysokého tlaku obrábět mnohem rychleji bez vlivu na trvanlivost nástrojů. Firma ChipBLASTER, světová jednička ve vývoji a výrobě vysokotlakého a velkoobjemového chlazení pro obráběcí stroje, prováděla test při obrábění dílu hydraulického rozdělovače přímo pro své vysokotlaké chladicí jednotky. Dávka dvaceti kusů tohoto dílu byla při použití nízkého tlaku (4 bary) obrobena za více než 9 hodin. Při tlaku 70 barů a maximálních řezných rychlostech rychlostech nástrojů může být obrobena už za 4 hodiny.
Nejefektivnější je ovšem najít kompromis mezi zvýšením řezných rychlostí a nárůstem životnosti nástrojů. Z tabulek vyplývá že při takovémto procesu se úběr materiál zvýšil o více než 80 procent. Celkový nárůst produktivity pak činil více než 60 procent, celkový čas obrábění se u dávky dvaceti dílů snížil z devíti hodin na 5 hodin a 39 minut, při zvýšení životnosti nástrojů.
Nákres obrobku
- Obrobek: Blok hydraulického rozdělovače
- Materiál: 1018 Ocel
- Stroj: Vertikální obráběcí centrum (upínací kužel 40)
- Vysokotlaká jednotka: ChipBLASTER JV10
- Chladicí kapalina: Master Chemical C350 (koncetrace 10%)
- Tlaky: 4 bary a 70 barů
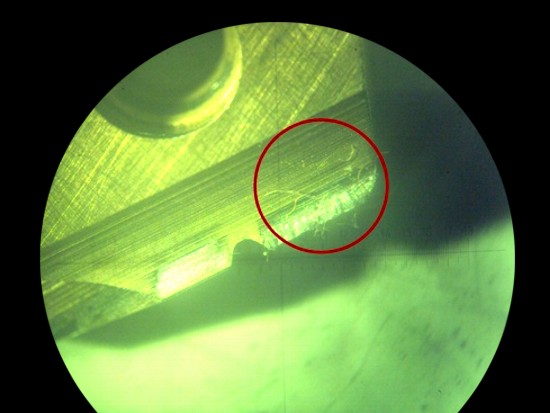
Opotřebení VBD nástroje T-6 po obrobení
sady 20-ti obrobků při tlaku 4 bary.
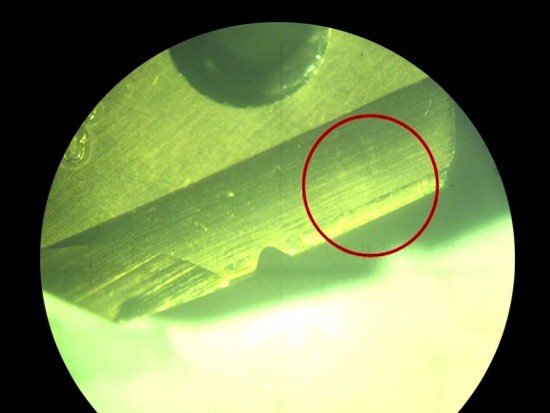
Opotřebení VBD nástroje T-6 po obrobení
sady 20-ti obrobků při tlaku 70 barů.
| operace | řezná rychlost | otáčky | posuv na otáčku | posuv za minutu | čas obrábění | ||
| T-1 | čelní fréza 45° - Kennametal | 212 | 977 | 0,846 | 826 | 1:16 | |
| T-2 | srážeč hran 25 mm - K-Tool | 450 | 5730 | 0,203 | 1164 | :52 | |
| T-3 | plátkový vrták Magic Drill 30 mm - Kyocera | 107 | 1132 | 0,114 | 129,4 | 1:01 | |
| T-4 | plátkový vrták 27 mm - Kennametal | 152 | 1797 | 0,102 | 182,6 | :26 | |
| T-5 | stupňovitý vrták 90° - Kennametal | 163 | 4737 | 0,051 | 240 | :20 | |
| T-6 | kopinatý vrták 17 mm - Kennametal | 46 | 853 | 0,203 | 173 | 4:32 | |
| T-7 | monolitní karbidová fréza 19 mm úprava ChipBLASTER | 106 | 1783 | 0,279 | 498 | 2:43 | |
| T-8 | plátkový tvarový vrták - Metcut | 199 | 2200 | 0,102 | 223 | :30 | |
| T-9 | plátkový tvarový vrták - Metcut | 144 | 2791 | 0,076 | 212 | :53 | |
| T-10 | monolitní karbidová kulová fréza 19 mm | 106 | 1783 | 0,279 | 498 | 1:05 | |
| T-11 | závitovací fréza 1 - Xact Form | 132 | 3056 | 0,015 | 46,6 | 2:58 | |
| T-12 | závitovací fréza 2 - Xact Form | 132 | 2547 | 0,025 | 64,7 | 3:13 | |
| T-13 | monolitní karbidový vrták 6,7 mm CJT Coolcarb | 106 | 5026 | 0,152 | 766 | :15 | |
| T-14 | pevný závitník 32 mm OSG | 61 | 606 | 1,250 | 757,9 | :20 | |
| T-15 | monolitní karbidový vrták 8,7 mm CJT Coolcarb | 91 | 3333 | 0,178 | 592 | :23 | |
| *celkový čas pro obrobení dávky dvaceti dílů | 9 hodin 1 minuta | ||||||
| operace | řezná rychlost | otáčky | posuv na otáčku | posuv za minutu | PRU | čas obrábění | |
| T-1 | čelní fréza 45° - Kennametal | 325 | 1500 | 0,847 | 1270 | 154% | :52 |
| T-2 | srážeč hran 25 mm - K-Tool | 785 | 10000 | 0,203 | 2032 | 175% | :35 |
| T-3 | plátkový vrták Magic Drill 30 mm - Kyocera | 217 | 2300 | 0,144 | 330 | 255% | :28 |
| T-4 | plátkový vrták 27 mm - Kennametal | 153 | 1800 | 0,254 | 457 | 250% | :15 |
| T-5 | stupňovitý vrták 90° - Kennametal | 173 | 5000 | 0,051 | 254 | 106% | :15 |
| T-6 | kopinatý vrták 17 mm - Kennametal | 107 | 2000 | 0,229 | 457 | 264% | 1:37 |
| T-7 | monolitní karbidová fréza 19 mm úprava ChipBLASTER | 134 | 2250 | 0,452 | 1016 | 204% | 1:23 |
| T-8 | plátkový tvarový vrták - Metcut | 272 | 3000 | 0,093 | 279 | 125% | :26 |
| T-9 | plátkový tvarový vrták - Metcut | 233 | 4500 | 0,073 | 330 | 155% | :38 |
| T-10 | monolitní karbidová kulová fréza 19 mm | 119 | 2000 | 0,762 | 1524 | 306% | :27 |
| T-11 | závitovací fréza 1 - Xact Form | 134,5 | 2800 | 0,032 | 88,9 | 191% | 2:15 |
| T-12 | závitovací fréza 2 - Xact Form | 145 | 3800 | 0,023 | 88,9 | 137% | 1:48 |
| T-13 | monolitní karbidový vrták 6,7 mm CJT Coolcarb | 118 | 5600 | 0,204 | 1143 | 149% | :13 |
| T-14 | pevný závitník 32 mm OSG | 75 | 750 | 1,250 | 937,3 | 124% | :19 |
| T-15 | monolitní karbidový vrták 8,7 mm CJT Coolcarb | 109 | 4000 | 0,235 | 939 | 159% | :18 |
| *celkový čas pro obrobení dávky dvaceti dílů | 5 hodin 39 minut | ||||||
* tento čas zahrnuje i vedlejší časy (výměny nástrojů, manipulaci s obrobkem)
** PRU - procentuální rozdíl úběru materiál v porovnání s nízký tlakem

ACE-TECH s.r.o., areál Svit, budova 94, 760 01 Zlín | www.ace-tech.cz, Kontakt | Hlavní stránka